






Beskrivelse

Tilleggsinformasjon
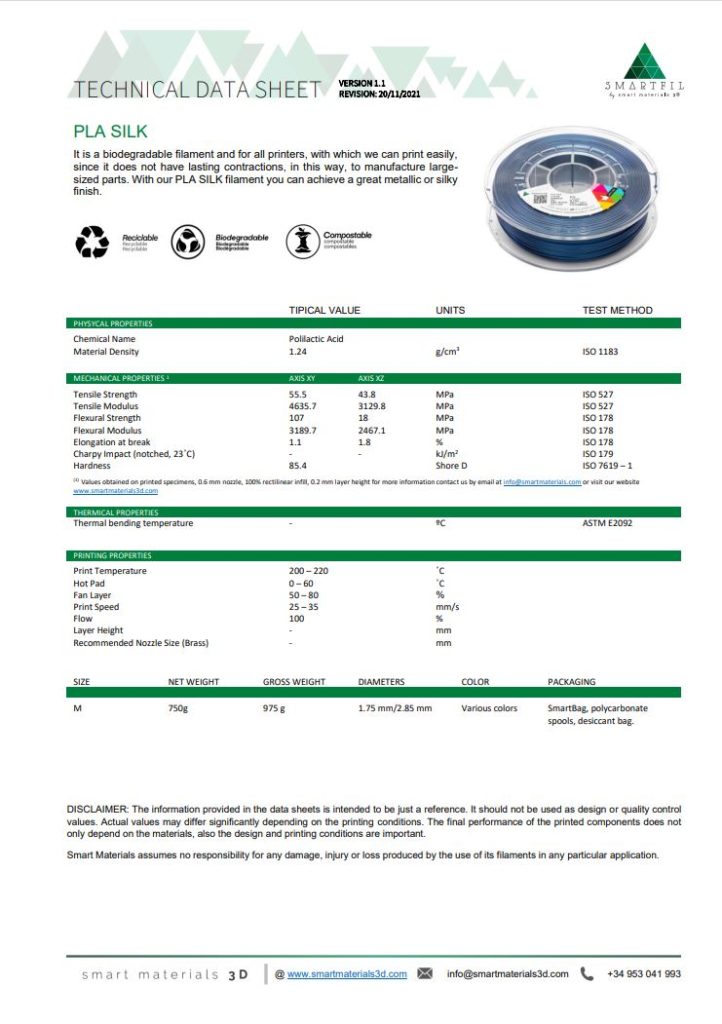
| Vekt | 0,975 kg |
|---|---|
| Dimensjoner | 31 × 25 × 6 cm |
| Farge | |
| Netto Filamentvekt | |
| Spole-Vekt | 245g |
| Spole-Diamater-Yttre | 200mm |
| Spole-Hull-Diameter | 53,5mm |
| Spole Bredde | 55mm |
| Filament Diameter |
1 omtale for Smartfil PLA Silk – Copper
Merke
Smartfil


Håkon Holdhus –
Ser fantastisk ut, men jeg trekker 3 stjerner for hvor vanskelig den er å printe. På linje med ABS , om ikke hakket verre. Denne er virkelig ikke for nybegynnere.
Jeg bruker en E3D Hemera extruder og V6 hotell, med en 0.6mm high-flow dyse, og dette filamenter elsker å jamme halvvegs gjennom printen. Jeg har prøvd dysetemperaturer fra 190-240C, bed temp 40-60C, forskjellig hastighet på kjølevifta, og senket printhastighet ned til 20% av vanlig PLA. No Bueno.
adminstor –
Heisann Håkon!
Jeg tror nok jeg har svaret til deg. Dette filamentet liker ikke heatcreep og en Hemera er ganske notorisk for nettopp det om man ikke har stilt volt på extrudermotoren riktig. Resultatet er at extruderen går veldig varmt og flere filamenttyper myknes da for mye før den når hotend og man oppnår clog. Har selv studert det samme tilfellet med samme filament med samme extruder, og årsaken var rett og slett for høy volt på extruderen og at den gikk for varmt.