







Beskrivelse
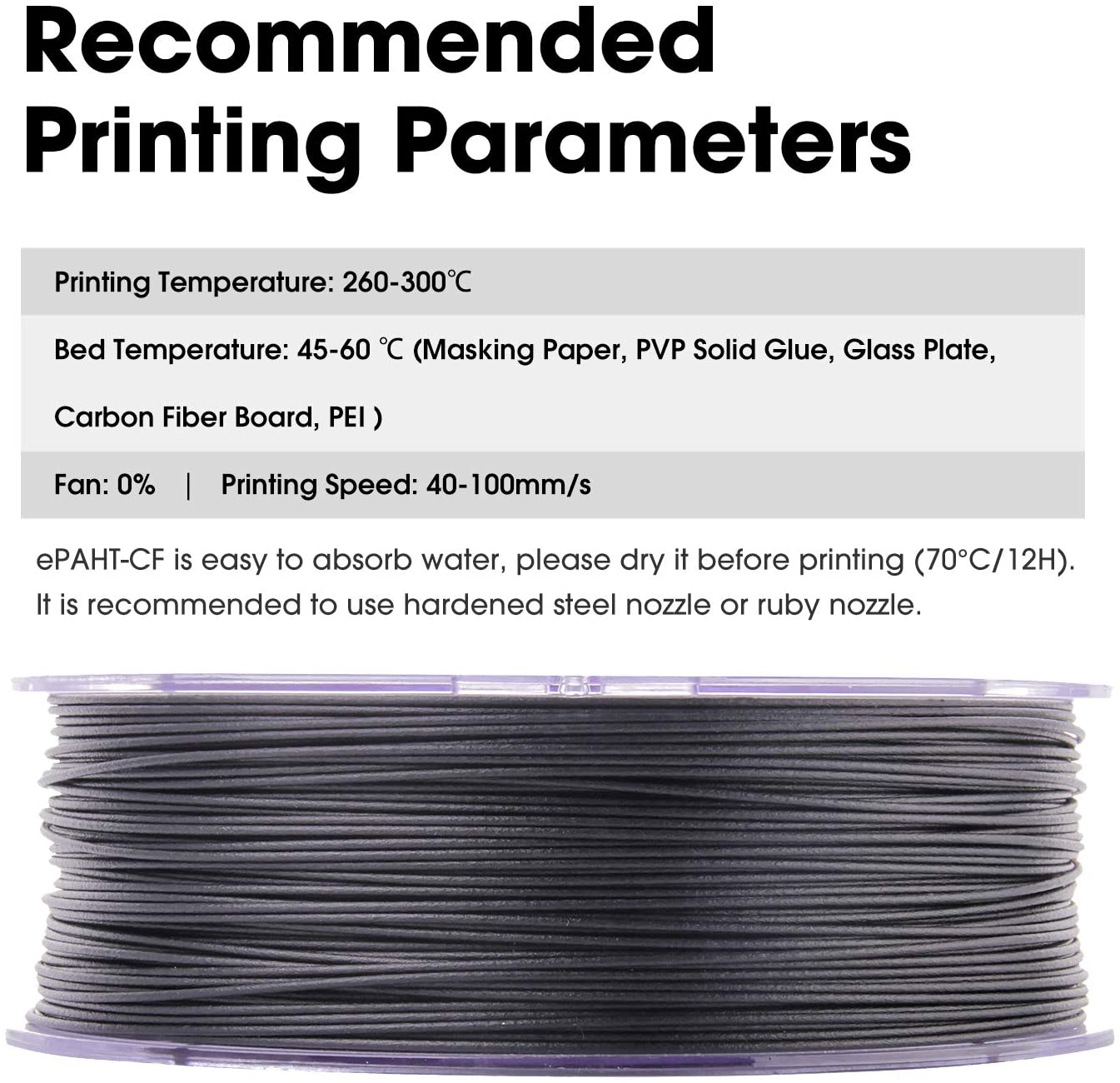
* Print Temperatur:260 – 300°C
* Bed Temperatur:45 – 60°C
* Krymping / Warping: Krymper endel under utskrift, lukket printkabinett er ikke et krav men hjelper noe.
Viftehastighet: 0%
* Vanskelighetsgrad: Viderekommen / Medium Vanskelig
Annen informasjon:
Leveres på sort rull med “vinduer” for å se hvor mye som er igjen på rullen.
Dette filamentet kan ha en litt annerledes flyt enn vanlig Nylon, det er derfor anbefalt å kalibrere flow med feks en xyz cube før man printer større deler.
- Dette filamentet tar til seg fukt fra luften og må være tørt før man printer med det, får du dårlige / svake utskrifter, evnt det freser , kommer poppelyder fra dysen under utskrift, så kan det være tegn på fuktig filament.
Kan tørkes i en vanlig ovn på varmluft, 65c i ca 6 timer gjør underverker – eller benytt eSun filamenttørker - Dette filamentet krever en forsterket dyse – vi anbefaler e3d Nozzle X
 eller e3d Herdet Ståldyse
eller e3d Herdet Ståldyse

Tilleggsinformasjon
| Vekt | 1,183 kg |
|---|---|
| Dimensjoner | 21,9 × 20,4 × 7,4 cm |
| Farge | |
| Netto Filamentvekt | |
| Spole-Vekt | 270g |
| Spole-Diamater-Yttre | 199mm |
| Spole-Hull-Diameter | 54mm |
| Spole Bredde | 62mm |
| Filament Diameter |




Tarjei Bolstad Davidsen (bekreftet eier) –
Litt vanskelig å gi en reell omtale, har prøvd dette en del ganger nå uten hell, er nok ikke nybegynner-territorium dette. Jeg tror jeg mangler all-metal hotend på min skriver for å få dette skikkelig til. Setter seg bare fast i matehjulene uten at den får ekstrudert noe. Det finnes kanskje andre CF/GF impregnert nylon som er litt mer brukervennlig? Ser litt skrått på Fiberlogy sin PA12+GF15 filament for neste forsøk. Har prøvd en del ren nylon og, men har enda litt problemer med adhesjon til bed selv med glass og lim. Er veldig fersk med 3D printing så jeg har nok en del erfaringer jeg må få meg før jeg får skikkelig bra resultat med disse mer eksotiske filament typene. Må kanskje prøve en av spraylim variantene de har til salgs her også for å se om jeg kan ha mere hell med ren nylon.
Er generelt utrolig fornøyd med printeren, og ser frem til å eksperimentere meg frem til å få printa skikkelige deler med litt heftigere mekaniske egenskaper enn ABS/PETG, og er helfrelst på Polyalkemi. Kjempebutikk!
admini –
Hei!
Kan gi deg et tips som kan hjelpe deg mtp ekstrusjonsproblemet. Alltid tørk nylon filament (og/eller carbonfiberholdige filaments) før bruk, selv rett ut fra esken.
Fuktig filament utvider seg i øvre del av hotendsystemet og skaper raskt clogging.
Tørk gjerne i varmluftsovn, 80-85c i 4-5 timer, så er du good to go og forhåpentligvis clogfri.
NB, PA12+GF15 er mer utfordrende mtp warping, om du vil teste den så bruk skolelim som adhesiv.
tarjeidavidsen (bekreftet eier) –
Suksess! Tusen takk for hjelpa! Ble kjemperesultat etter at jeg faktisk tok meg tida og var tålmodig nok med alle preparasjoner.
Geir Beurling Løland (bekreftet eier) –
Denne var spesiel. Har printet CF nylon fra andre merker med suksess. Denne er litt mer utfordrende. Krever at filamentet er tørket, dette gjelder hver print. Blir rullen liggende noen dager, må den tørkes. Overheng og bro er spesielt utfordrende med denne.
Den har så og si ingen evne til å lage bro uten støtte .
Prøvd med og uten kjøling.
Kan ikke sammenlignes med “standard” CF nylon.
Jeg har testet utskriftene opp til 200 grader. Holder formen og warper ikke, heller ingen warping mens den printes.
Litt skuffende styrke på deler med tanke på CF.
Blir ekstremt stive deler. Lagbinding er fin.
Skulle nesten tro deler skulle bli sterkere vist man ser på databladet.
De reklamerer for at denne kan erstatte stål/alu deler.
Det er ikke realistisk på noen måte med tanke på styrke.
Testene er kjørt ned direct drive, all metal og herdet dyse. Temp fra 270-300 grader.
Ser ut som rundt 280 grader er best.
Fra 280-300 grader får jeg samme resultat.
270 gir mindre stringing og “penere” utseende utskrift.
Dog svakere lagbinding og styrke generelt.
For all del, ikke en dårlig tråd. Men den holder nok ikke mål i forhold til hva Esun påstår.
Jon (bekreftet eier) –
Dette materialet har jeg slitt mye med, men alt løste seg etter jeg fant ut at det måtte tørkes mer enn jeg allerede hadde gjort.
Jeg hadde tørket det i 24 timer på 70 grader i en matdehydreringsmaskin. Dette var ikke nok.
Etter 8 timer i varmluftsovn på 120 grader var det null problemer. Flow gikk fra 90% til 100%, stringing ble magisk borte, retraction var ikke et problem, Pressure Advance stilt på 0 faktisk. Printet på 270/280 grader og printer som en drøm.
Visuelt nydelige deler og sterke som fy. Dette materialet er ekstremt stivt, men også med høy styrke.
HUSK Å TØRKE DET!!!!